 English
English 淘宝商城
淘宝商城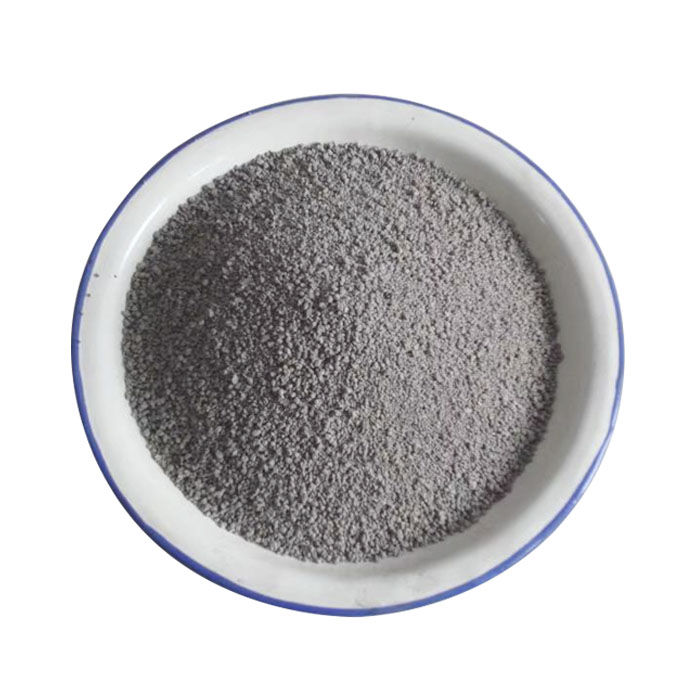
LJ-SJ501
Conforming to: AWS-A5.17 F6AO-EH12 F7A2-EM12K DIN BAR 188AC10KM
Description and application
Agglomerated acid flux for welding of ordinary carbon manganese, low alloy structure and boiler quality steel in combination with appropriate SAW wire(such as EL8, EM12, EM12K). The flux suitable for high speed welding and provides very good weld bead appearance and excellent slag removal even with narrow groove and fillet welds.The other character of LJ-SJ501 is high resistance to cracking and porosity. Especially it is insensitive to oil, rust, scale and dirt on the surface to be welded. Most being applied to double-side with single pass weld and fillet welds.
● As the consumption of the flux is very low, it is very econmical.
● Flux type: Aluminum-Rutile
● Basicity index:0.5-0.8
● Grain size:2.0-0.28mm(10-60meshes)
Details
Compositions of fluxes(%)
| SiOe+TiO2 | Al2Os+MnO | CaF2 | S | P |
| 25-35 | 50-60 | 3-10 | ≤0.06 | ≤0.06 |
Typical all weld metal mechanical property
| Wire | Yied Stress | Tensile Strength | Elongation | AKV(J) |
| EL12 | ≥330Mpa | 415-550Mpa | ≧22% | ≧27/0℃ |
| EM12K | ≥400Mpa | 480-650Mpa | ≧22% | ≧27/0℃ |
Remark
1. Before welding, fluxes should be baked for two hours at 300-350℃.
2. Removal of rust, oil, dirt, water, impurities, etc in welding-areas.
-
- feedback
-
-
- Quick Links
- About us
- Products
- News
- Contact us